CONCENTRATING PLANTS – Optimization without secrets
The highest investment and operating costs are found in Concentration Plants, particularly in comminution and concentration operations. Given the fact that those plants process mineral particles (which do not obey natural laws) and not molecules, the phenomenological approach of these operations is extremely theoretical, complex and diverse (each professor has his own “model”). On the other hand, digital technology uses systems identification strategies that, mistakenly, involve these processes inside black boxes that do not respond well to control actions.
If the plant was like a city and the streets were the options of the flow, we could imagine a mineral process like mass transportation through that city, from one end to the other, where the particles are transported by a car. From the laboratory, one can define the most convenient fuel, the model/size of the car, combustion condition, tire calibration, etc. (1st Law). The Operational Model can interpret the city map (2nd Law – there are equations for each circuit) and define the most convenient route (3rd Law – the closest to a straight line), and guide the driver (operator) to follow that route, as illustrated in the Figure below.

The results will be always great, comparable and standardized, for any fuel (with minimum consumption) or car chosen, or for any other variable given by the ore that can be studied in the laboratory (natural phenomenon). Each ore is unique but, in the same way, it is also unique each unitary operation which must be optimized, whatever the processed ore. Mainly due to their mineralogical characteristics, the ores can present good or bad results, but they must always be well processed by the operator.
In a simple way, any control strategy should follow steps such as reducing traffic jams (mitigate or eliminate circulating loads, for example) and make the route taken by drivers is more and more stable. This first stage is Operational Stability.
Example
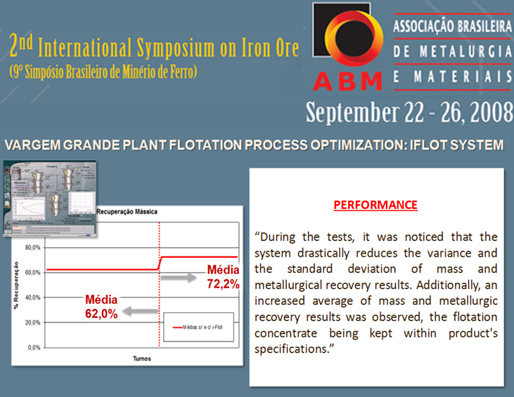
VALE has reported gains of more than 10% in mass recovery and 12% in metallurgical recovery at a silica flotation plant (concentration of iron ore fines) that was automatically controlled by MOPE (in partnership with company ARTE&BYTE) in 2007.
With an efficient program or operational control management system of the plant these Stability objectives could imply a significant production increase (MOPE developed MOPECONTROL, already in full industrial application).
After reaching the stability, the next and main tasks of the control are:
• Identify the best path (the optimal route). MOPE establishes, in an analogical way, what a molecule would do if it had conditions to move alone in the city, that is, the shortest path (there are equations for this);
• With this knowledge, a kind of GPS route shall be generated which permanently guide the operator to follow the best route through the circuit. New or old operators will follow the same route, always with stability. MOPE develops simulators which do exactly that. Note that, with this strategy, the need for instruments or equipment for automatic actuation drops significantly.
• Therefore, the logic of control is practical, based on the operation and born from the bottom (operation) up.
An intelligent Concentrator Plant is the mature knowledge of the process supported by available digital intelligence. The Concentrator can and must first be optimized manually. MOPE does this.
Alexis Yovanovic


Bom dia Alexis
greetings from Harald – COMEX Brazil – the secret can be here as we do for VALE, XRAY Transmission sorting.
Think about
Harald