Moagem em Moinhos Tubulares – Parte III

III. MODELAGEM E SIMULAÇÃO
El Modelo Operacional establece una analogía con los procesos químicos de transferencia de masa sugiriendo, inclusive, la creación de una nueva materia específica para introducir en el programa de estudios de los ingenieros químicos y de minas, la Transferencia de Partículas Minerales, que propone estudiar diversos procesos de tratamiento de minerales en la perspectiva macromolecular (partículas, granos), mas, de la forma como son estudiados los procesos moleculares de la ingeniería química, o sea: Cómo las partículas actuarían si ellas fuesen moléculas?. Conociendo esta condición, el operador puede actuar sobre el circuito, induciendo el flujo másico bajo esta importante orientación, y por eso el modelo es llamado de operacional. El modelo no simula condiciones aleatorias de proceso, pero define su camino óptimo, o sea, es un modelo de optimización y no de simulación. El proceso de Concentración de Masa por Flotación fue integralmente desarrollado bajo esta óptica, en analogía con el proceso de absorción gaseosa (Yovanovic, 2004).
O Modelo Operacional estabelece uma analogia com os processos químicos de transferência de massa sugerindo, inclusive, a criação de uma nova matéria específica para introduzir no programa de estudos dos engenheiros químicos e de minas, a Transferência de partículas Minerales, que propõe estudar diversos processos de tratamento de minérios na perspectiva macromolecular (partículas, grãos), porém da forma como são estudados os processos moleculares da engenharia química, ou seja: Como as partículas agiriam se elas fossem moléculas? Conhecendo esta condição, o operador pode atuar sobre o circuito, induzindo o fluxo mássico acima desta importante orientação, e por isso o modelo é chamado de operacional. O modelo não simula condições aleatórias de processo, mas define o caminho ótimo dele, ou seja, é um modelo de otimização e não de simulação. O processo de Concentração de Massa por Flotação foi integralmente desenvolvido sob esta ótica, em analogia com a absorção gasosa (Yovanovic, 2004).
LEIS DO MODELO
As seguintes Leis matemáticas, introduzidas pelo modelo, são absolutamente análogas às utilizadas no processo de flotação (Yovanovic, 2004):
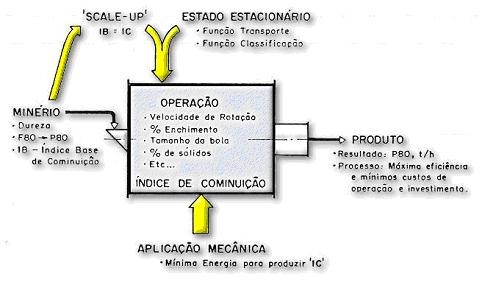
Primeira Lei: Define o fenômeno fundamental, ou propriedade macro fenomenológica e o seu scale-up para a operação contínua industrial. É o caso do Índice de Cominuição (IC) no processo de moagem.
IC = (BL / TM) x TZ x DI x RM x FG, (Potência – hora) /t
O Índice de Cominuição leva implícita a relação entre a aplicação mecânica de energia e o mecanismo da cominuição seletiva (atingir Φ ao máximo P80 e ao mínimo consumo energético possível).
E, Φ = f (IC)
A partir do laboratório, em testes piloto ou, inclusive, a partir de testes comparativos com operações industriais, é possível determinar o Índice Base de Cominuição (IB), o qual é diretamente extrapolado para o projeto industrial desejado, para F80 e P80 constantes:
IB = IC , Primeira Lei
Segunda Lei: Expressão
matemática que descreve o processo em estado estacionário, chamada de Equação
de Continuidade. Esta equação (1) é utilizada para interpretar o processo
completo do circuito fechado, estabelecendo uma expressão que relacione a
performance do moinho e também do classificador externo, normalmente
hidrociclone.
Equação de Continuidade:
E = Em x Ec
[1 – Em (1 – Ec)]
Terceira Lei: Equação matemática que expressa a condição ótima para o processo. Chamada de Equação de Otimização e que orienta a operação para trabalhar sobre o Ponto Ótimo do sistema. Na verdade, pelo fato de considerar a aplicação de energia como parte do processo, foi necessário estabelecer uma série de equações que relacionam as características da alimentação e do produto, da energia especifica, do transporte em estado estacionário e as variáveis que otimizam a classificação interna.

PRINCÍPIOS DO MODELO
Primeiro Princípio: Frente a uma determinada tensão os materiais homogêneos quebram, em diversos fragmentos, de acordo com uma determinada propagação de esforço no interior das partículas, possível de simular e estudar em nível de laboratório. Nos materiais heterogêneos, como é a grande maioria dos minérios, a energia aplicada permite desagregar a ganga que dissolve os grãos das substâncias que desejamos liberar, e os fragmentos produzidos são diferentes entre si e do fragmento original, tanto em dureza, no grau de liberação dos seus grãos e na sua composição química.


Segundo Princípio: A forma como a energia mecânica aplicada ao equipamento é transferida para o material é de forma massiva, mediante inúmeros contatos (corpos moedores / rocha).
Terceiro Princípio: Uma determinada quantidade/qualidade de contatos massivos entre corpos moedores e minério, por unidade de força, permite que o material seja cominuído até um valor definido. Poucos contatos, mas de grande força, podem eventualmente equivaler a muitos contatos de menor intensidade. Esta intensidade massiva de contatos é constante para a massa se transferir de F à P, e se trata de uma necessidade energética específica de cada material para atingir um determinado objetivo.
Quarto Princípio: O conjunto de contatos bola/minério depende de diversos fatores, como as dimensiones do equipamento (D, L), a velocidade de rotação, o nível de enchimento, etc. Existe, para cada equipamento e condições de processo, uma combinação ótima entre estes fatores que proporcionam a mesma quantidade/qualidade de contatos bola/minério ao mínimo custo energético possível.
O modelo da MOPE considera simultaneamente a ação de redução de tamanho (F à P), de aplicação de energia e da função transporte dentro do circuito. Todas estas funções convergem no Índice de Cominuição.
Se a usina fosse como uma cidade e as ruas fossem as opções do fluxo, poderíamos imaginar um processo mineral como o transporte de massa por aquela cidade, de um extremo a outro, onde as partículas são transportadas por um carro. Se os resultados fossem ruins, se poderá culpar ao combustível ou o carro, etc., mas sem considerar o percurso que o motorista seguiu, de modo que para cada viagem poderemos ter um resultado diferente. Os modelos físicos pretendem fazer o mesmo, apenas que por controle remoto, sem motorista, controlando a marcha do carro desde o laboratório, mas ainda sem conhecer a melhor opção para o trajeto.
O Modelo Operacional consegue interpretar o mapa da cidade (2a Lei) e definir o caminho mais conveniente (3a Lei – o mais próximo da linha reta – o que faria uma molécula), e orientar o motorista (operador) para seguir essa rota, como ilustrado na Figura abaixo. Cada minério é um minério, mas, da mesma forma, cada operação unitária é uma operação unitária, e esta deve ser otimizada, qualquer que seja o minério processado. Os minérios, pela sua característica, poderão apresentar bons ou maus resultados, mas sempre devem ser bem processados pelo operador.

Caros colegas, seguem abaixo algumas publicações especificas de minha autoria sobre o modelo operacional para cominuição (textos de vários anos atrás, ainda com muitas imperfeições).
Na próxima edição discutiremos sobre testes e escalamento industrial. Responderemos a perguntas dos assinantes do MOPENEWS e estamos a disposição para implementar as melhores soluções para os circuitos de moagem de qualquer empresa interessada.
Alexis Yovanovic